
一 宝钢电池壳钢简介
宝钢电池壳钢是为冲制碱性或二次电池壳用途专门设计,适用于:
1) 高速、深冲与减薄拉伸工艺的电池壳;
2) 严格的外观质量要求的电池壳;
3 ) 预镀镍或后镀镍的电池壳。
主要的产品特性
1)良好的冲压成型性
机械性能指标:
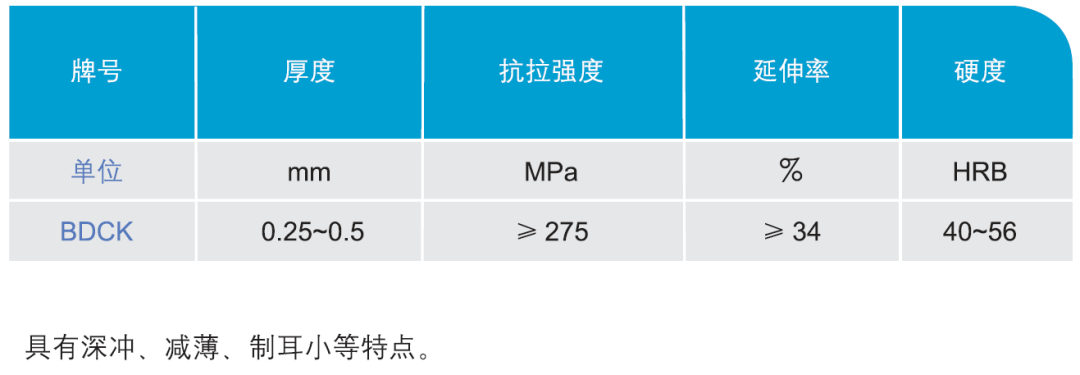
2)高的尺寸精度
麻面电池壳钢厚度精度:±0.01mm;
光面电池壳钢的微负公差设计。满足用户冲压要求:-0.007mm~0.003mm(适应厚度:0.25~0.3mm)。
3)高的表面质量
高纯净度钢的特性,可以减少材质造成的‘砂眼’缺陷;
优良的材料内在质量特点,可以减少材质造成的‘雪花点′缺陷;高等级表面质量和控制,可以减少材料给冲压带来的质量风险。
用户选材 Q&A
Q:我为什么要选用宝钢 BDCK ?
A:因为宝钢BDCK是专门为高质量要求的电池壳而量身定做的产品。产品生产的各工序都按照特别的控制标准生产和管理。
Q:我的电池壳可以用 SPCC冲制吗?
A: SPCC冷轧卷不能用于冲制高质量要求的电池钢壳,因为牌号为SPCC的冷轧卷是普通用途的冷轧产品,没有对电池钢壳经过有针对性的设计,很多质量指标不能满足电池钢壳的使用要求,因此为了保证电池在使用过程中有持久、优良的表现。请选用宝钢BDCK电池钢壳专用冷轧钢带。
二 宝钢电池壳钢的分条加工配送分条加工配送的重要性
分条加工配送的重要性
1) 是电池壳钢产品质量的延续
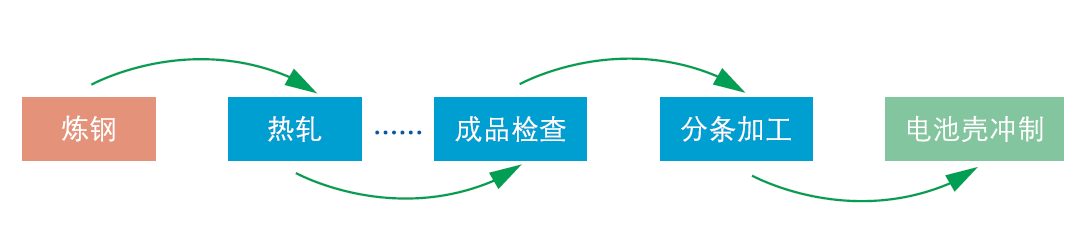
2)是宝钢与最终用户之间的信息跟踪桥梁。
分条加工配送须知
1)有效标识分条编号
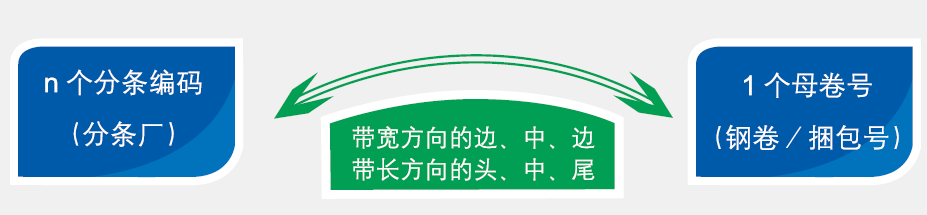
a) 每一条分条后的钢带要贴二张产品标签,一张贴在分条后钢带的内圈尾部,另一张在钢带包装后贴在钢带的外圈包装纸上。产品标签采用不可撕贴的标签纸或其他有效的方法。
b)每一条分条的钢带在产品标签上要标明分条卷号,分条卷号要明确对应宝钢的钢卷╱捆包号以及钢卷宽度方向和长度方向上的位置。
c)用户在使用过程中,每一条钢带的分条卷号要始终保持可追溯性,发生有问题的钢带要明确相应的分条卷号。
2)为什么要这样做?
a)用户服务部门在处理有关质量问题时,需要掌握用户反映问题的具体分条号,并调查与该分条同母卷的其他分条使用情况,这是基本信息。
b)分条厂应该尽量避免同一合同、同一母卷的分条发给不同用户使用。
3)在质量控制方面需要做到
a)杜绝在钢带表面新增诸如划伤、积灰、锈蚀等缺陷;
b)控制剪边毛刺,防止毛刺在用户冲压过程中带入模具,导致拉丝、冲裂等缺陷;
c)防止毛毡过度粘附钢带表面原始防锈油层.从而恶化带钢表面润滑性和防锈性,给用户使用带来影响。
d)防止在分条的包装、运输过程中碰伤端面。
4)加工配送中心在分条加工电池壳钢供用户使用的过程中,当发生分条钢带在用户处使用不适的情况下,应根据对分条材料的技术分析报告进行重新分选,以降低不应有的损失。
5)电池壳钢的加工配送是一个重要的环节,因此,请参照以上条件进行管理和优化,实现专业化管理。
三 电池壳钢的使用事项
电池钢壳是一种典型的深冲拉伸件,并且与一般的深冲件比较,具有更高的表面质量要求。影响电池钢壳表面质量的原因是多方面的,其中很大一部分与模具及冲压操作紧密相关。
本章描述与电池钢壳冲压加工有关的一些因素:
钢壳冲制概况
钢壳的加工成形是电池生产中的关键工序,如果钢壳所要求的变形程度超过了材料一次成形所允许的最大变形程度,钢壳就无法一次拉伸成形。所以一般采用多次拉伸成形的方法。多次拉伸成形就是将钢壳拉伸成形的总变形量进行多道次分配,每道次拉伸完成一部分变形,这样经过多次拉伸成形,最后制成钢壳。通过控制模具间隙,可分为等厚拉伸和变薄拉伸两种冲制工艺。
钢壳冲制的模具
模具内一般采用拉伸润滑油或拉伸润滑液润滑。正常情况下,冲压机可以连续工作。为了方便加工和调试,整副模具采用了拼块组合式结构,每道工序的模具拆卸都很方便,凸凹模与固定座也可拆卸。各设备之间的同种凸模、凹模有很好的互换性。因此,要求凸凹模的尺寸精度和位置精度都很高。
模具的材料主要分为硬质合金(钨钢)、高速钢。
硬质合金〈钨钢):耐磨,适用高速冲压。
高速钢模具钢:易磨损,适用低速冲压。
模具的调质硬度根据冲位的不同,硬度值也不同,但在拉伸变薄工位硬度值最高。
模具的维护
维护主要是对模具的常规修理、检测、清洗、组装。
调试主要是现场针对电池钢材质、厚度规格进行试冲,对凹角、圆角的角度、各工位的拉伸比例和总长定位等进行调整。
1)设备的调整精度:
主要包括传动精度、移动平面精度的调整等。
2)模具的调整精度:
针对冲制材料的不同,模具需要进行精确的调整。其次,在连续的冲压过程中,模具的部件会有磨损,一旦磨损,其间隙和角度会发生微小的变化,对冲压会产生影响。主要调整的对象是:
拉伸高度比例分配、模具的圆角调整,间隙调整、凹角调整、底部滑槽调整。
3)设备的冷却系统:
冷却流量和冷却效果对模具的材料热膨胀有非常重要的冷却作用,热膨胀系数大,模具的变形量就大,会造成各道工序中的精度误差大,容易产生产品的缺陷或停机处理,热膨胀系数小,模具的变形量就小,各道工序中的精度相对稳定,出现问题就少。
4)设备的润滑系统:
模具的润滑良好可以减少钢壳在冲制拉伸过程中因摩擦而产生的表面拉丝等问题。在冲制过程中,对拉伸过程中的材料要及时补充冲压用润滑油,要注意给油的均匀性和油品的纯净。
冲压润滑目前有二种给油方式:
5)清洁生产:
钢带在冲压使用过程中,避免钢带黏附灰尘等异物,保持冲压车间的环境清洁,定期清洗模具,减少由于外部介质引起的拉丝、冲裂等缺陷。
四 质量信息反馈事项
为了准确判断问题的原因,有必要关注信息提供的完整性和准确性,具体要求如下:
发生问题的分条编号
清楚描述问题现象
分条前后的表面质量状况;
冲压前后表面等质量情况。
取样的要求
取样部位:应该尽可能接近钢壳发生问题的部位;
从接近发生问题部位按程度取样由高到低为:在线冲壳发生问题对应部位的窄带样;同一个母卷的其他分条窄带样(若没有同一母卷的窄带,可以取同一合同批次的窄带);同时取没有发生问题的钢带样板。
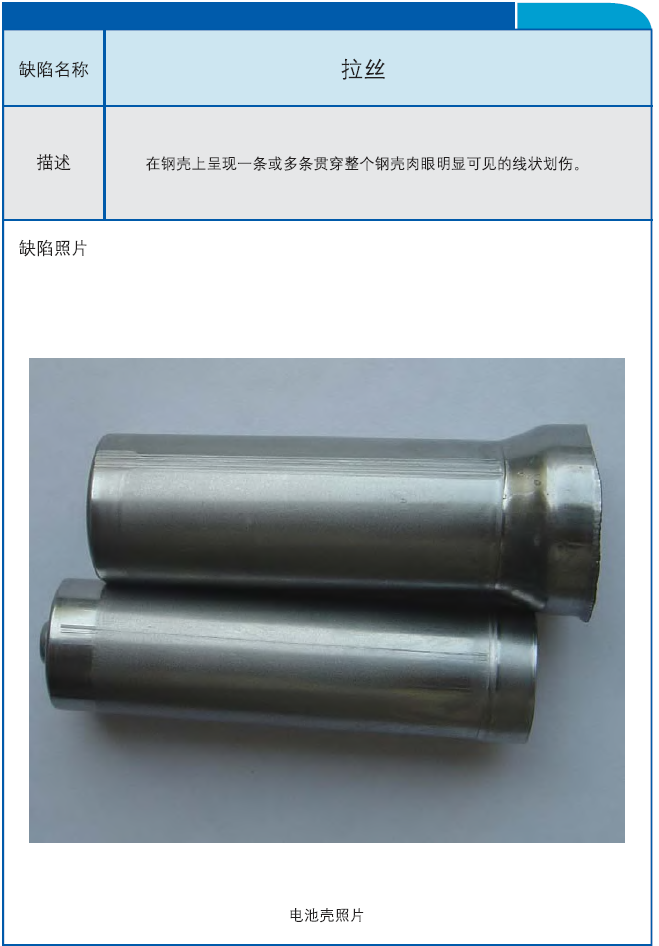
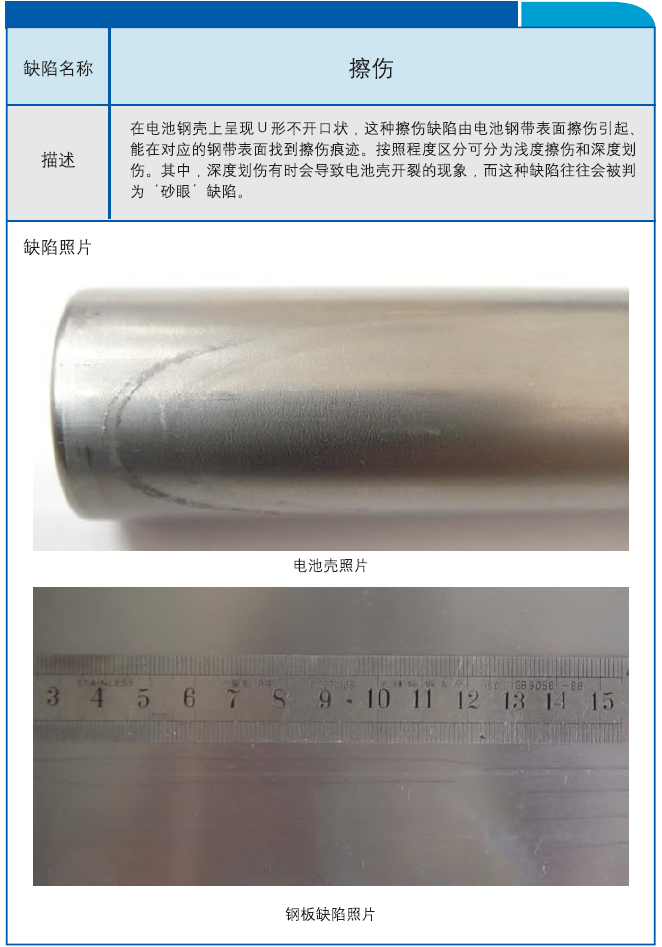
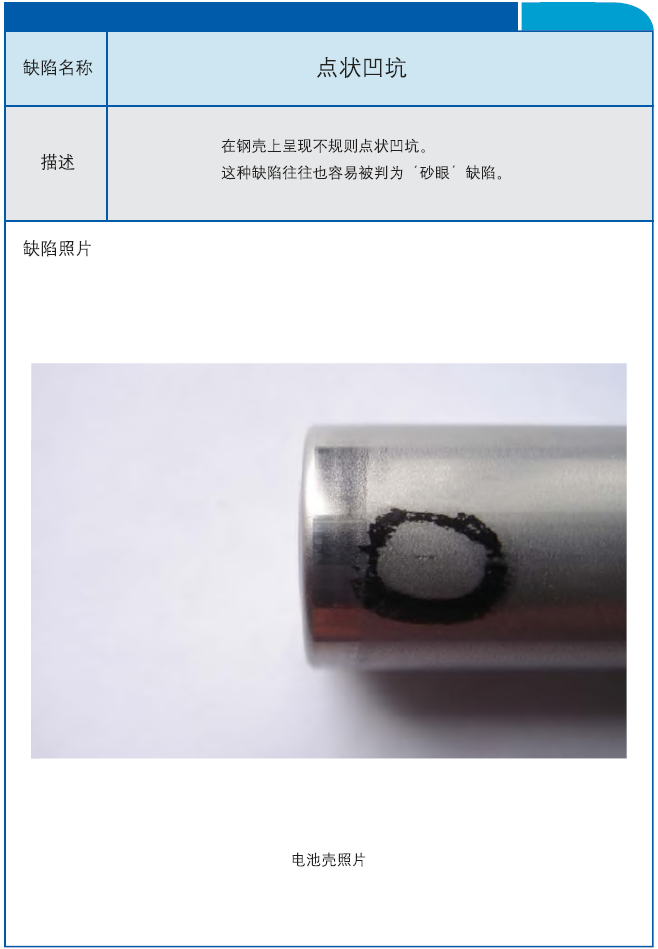
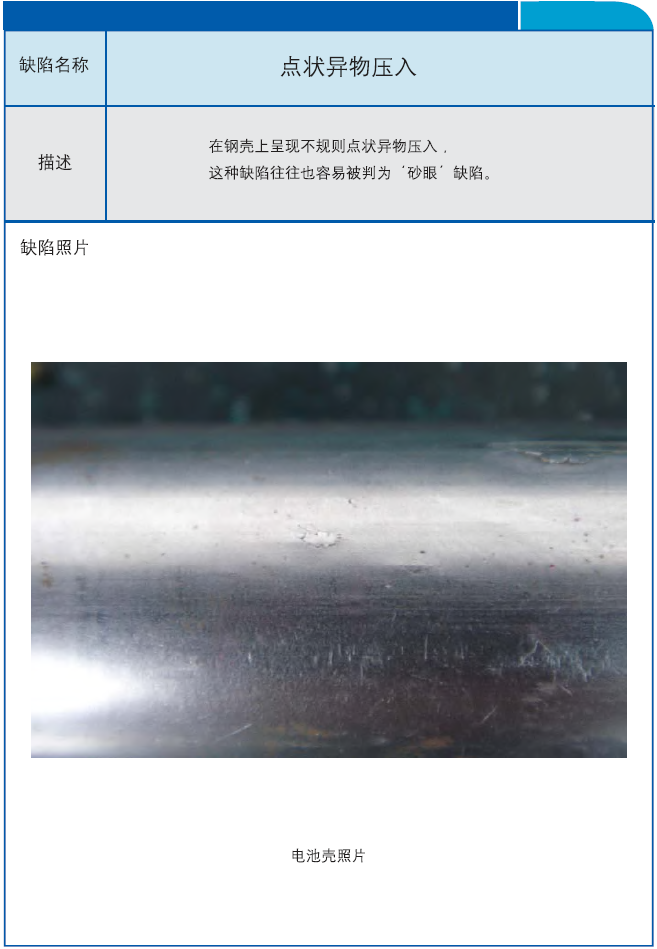
五 电池钢壳常见缺陷
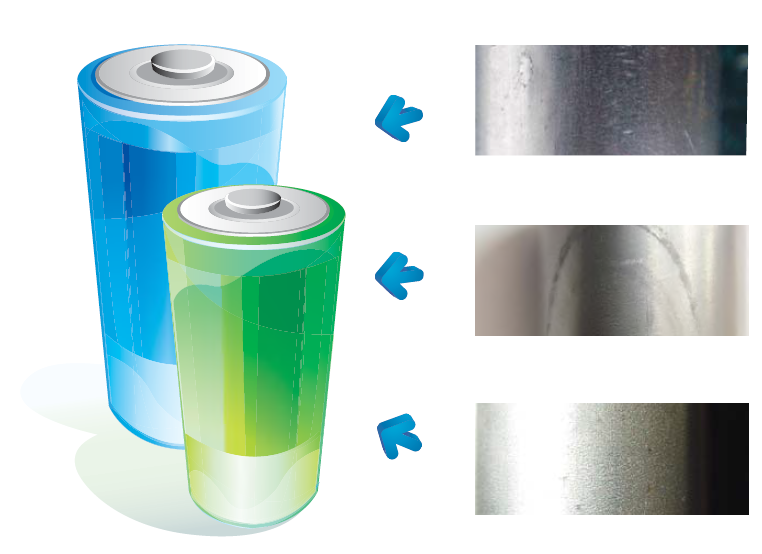
电池钢壳缺陷产生是多方面的有的是原材料表面及内部缺陷造成的。
有的是冲压加工方面造成的缺陷,而材料表面质量受出厂时的表面质量,以及受中间加工配送环节、仓储及使用条件的影响。各个环节对同一种缺陷存在着称呼不同的现象,给产品缺陷的调查分析不利,为了统一缺陷名称以便于快速找到问题发生的根本原因,对一些容易混淆的常见缺陷进行定义描述如下:

文章来源:宝钢
免责声明:材主在线发布的原创及转载内容,仅供客户参考,不作为决策建议。转载内容来源于网络,目的在于传递更多信息,方便学习与交流,并不代表材主在线赞同其观点及对其真实性、完整性负责。若有来源标注错误或侵犯了您的合法权益,请与我们联系,我们将及时更正、删除,谢谢。




